|
Le hautbois, le bourdon et la chanterelle sont des tuyaux sonores, car ils émettent un son musical lorsque l'air qu'ils contiennent entre en vibrations. Dans le tuyau musical l'air vibre en se déplaçant longitudinalement. Le son musical a trois qualités :
-
l'intensité, c'est la qualité que possède le son d'impressionner plus ou moins fortement l'oreille,
-
la hauteur, c'est la qualité qui fait distinguer un son grave d'un son aigu,
-
le timbre, c'est la qualité qui permet de distinguer 2 sons d'égale hauteur mais de 2 instruments différents. Ces trois qualités sont respectées lorsque le "tuyau sonore" permet le bon déplacement longitudinal de l'air, en ayant une surface interne la plus lisse possible et une perce bi-conique favorisant la mise en vitesse de l'air.
LE FACTEUR DE CABRETTE
S'il ne se décourage pas en cours de route, le nouveau facteur va partir à la découverte d'une activité passionnante. Il est préférable pour lui, qu'il ait :
-
une pratique musicale et une connaissance de l'instrument,
-
un goût certain pour le travail du bois,
-
un ensemble d'outillages de qualité,
-
une expérience d'utilisation de ces outillages,
-
l'amour de tenir dans ses mains un travail bien fini, qu'il est agréable de regarder et de "caresser".
Le Facteur devra équiper son atelier en constituant un ensemble d'outillages spécifiques et de qualité. Outre les outils de coupe (forets et alésoirs), il faudra créer et confectionner un certain nombre d'aménagements qui vous aideront à répéter les mêmes gestes sur toutes les pièces. Il s'agit entre autre :
-
du gabarit de copiage pour le perçage des notes,
-
d'un"tour de perçage" pour les trous des notes et pour le perçage du boîtier,
-
d'éventuels gabarits de copiage pour les formes extérieures du hautbois et de la chanterelle,
-
d'éventuels gabarits de copiage pour les formes extérieures du boîtier,
-
d'un gabarit de mise en forme du cerclage,
-
d'un ensemble de gravure pour personnaliser le cerclage.
Enfin le "Facteur de Cabrette" fera en sorte que sa création soit reconnaissable, en évitant de copier précisément certaines formes ou certains matériaux.
EQUIPEMENT
de L'ATELIER de TOURNAGE 
La fabrication du Pied de Cabrette se fait obligatoirement sur un tour.
Le tour à métaux :
Il a comme avantages de permettre le travail de tous les matériaux, même les plus durs.Iil permet la confection de "certains outils spéciaux " en acier, il offre la possibilité de chariotage automatique (vis mère), il permet de se passer d'une lunette lors des perçages longs, si l'arbre du mandrin est creux et que son diamètre intérieur est au moins égal à 35mm. Il a comme inconvénients d'avoir un prix élevé s'il est acheté neuf, d'être massif et très lourd, il nécessite un emplacement définitif dans l'atelier accessible pour sa manutention.
Le tour à bois :
Il a comme avantages d'être léger, moins encombrant, il peut être installé en étage, il reste facilement transportable son prix est abordable même neuf, il permet un gain de temps sur le dégrossissage des pièces. Il a comme inconvénients de nécessiter une bonne maîtrise de l'outillage à main, l'absence de vernier micrométrique oblige le contrôle fréquent des diamètres au pied à coulisse.
Conclusions :
Pour un investissement moindre, le "tour à bois" peut très bien convenir à qui possède un petit atelier, il lui restera à acquérir la maîtrise de l'outillage à main pour usiner en toute sécurité. Dès lors que l'atelier est accessible en rez de chaussée, que l'investissement n'est pas un obstacle, et parce qu'il offre plus de possibilités, le "tour à métaux" aura la primeur d'être choisi.

A L'ATELIER
Le professionnel possède déjà un atelier tout équipé et une expérience qui va lui permettre de réaliser les pièces sans trop de problèmes.
L'amateur éclairé , qui a déjà travaillé sur un tour (à métaux ou à bois), ne se posera pas trop de questions sur les façons de s'y prendre pour usiner du bois, de la corne, du plastique, de l'os ou de l'ivoire.
Le "bon bricoleur" possédant un tour depuis peu devra se familiariser avec son nouveau matériel en :
-
appliquant les règles de sécurité liées aux machines tournantes et aux outils tranchants,
-
effectuant un ou plusieurs stages à "la Maison du tournage" ou ailleurs,
-
apprenant à affûter ses outils,
-
affinant les procédures de fabrication en fonction de son propre équipement.
Compte tenu de l'importance de l'investissement financier, le "bricoleur" tenté par l'expérience, mais non équipé, devra se poser les questions de savoir s'il a "la figure de l'emploi" en
-
effectuant un stage de tournage,
-
effectuant un stage d'affûtage des outils de coupe.
Quel que soit votre niveau d'équipement et de formation, sachez que les perces et les alésages coniques sur de grandes longueurs nécessitent la confection d'outils spécifiques. Ceux-ci n'existent pas dans le commerce, il faudra donc les fabriquer ou les faire fabriquer.
Les bois précieux qui sont utilisés sont des bois très durs et très denses.
Les outils de coupe vont s'émousser très rapidement s'ils ne sont pas trempés correctement. Il est souhaitable de se servir d'outils en carbure chaque fois que cela est possible, cette solution, plus onéreuse permet toutefois de diminuer considérablement les affûtages et donc de maintenir les cotes sur les longueurs et les diamètres.
Les poussières de ces bois, émises au cours de l'usinage sont irritantes, il est donc conseillé d'utiliser un masque et des lunettes.
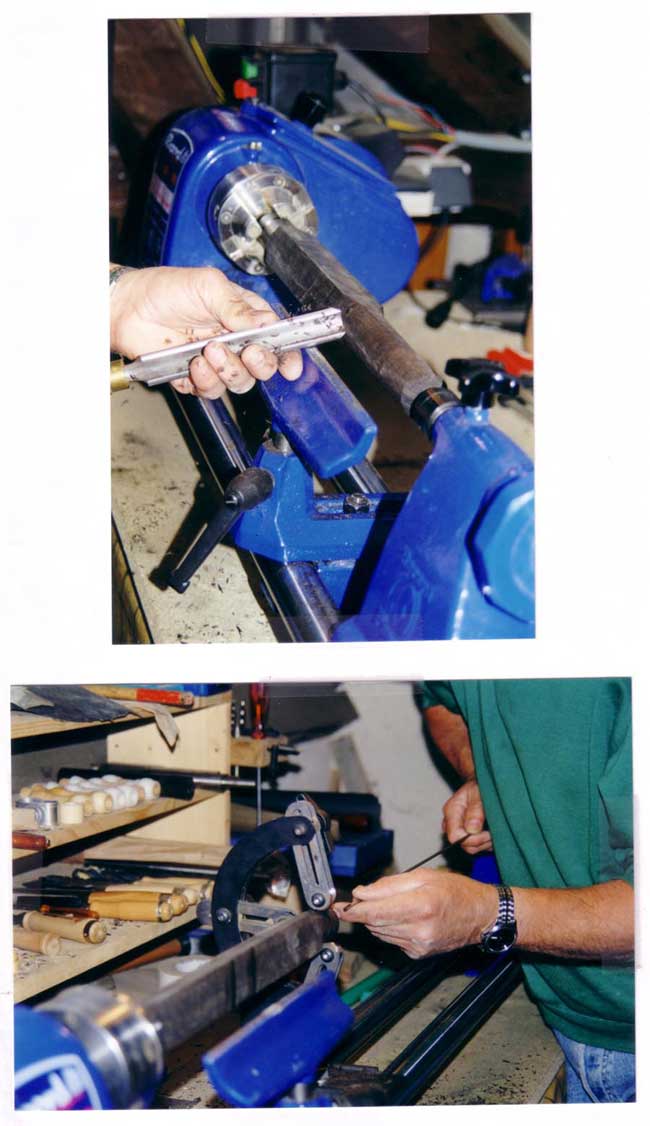
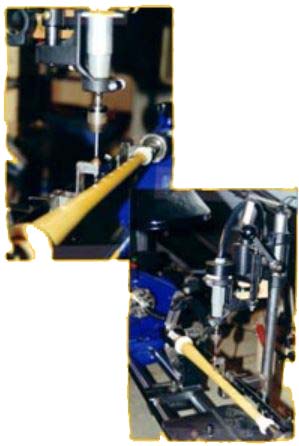
Les perces cylindriques :
Pour obtenir les perces longues cylindriques dans le bois avec une bonne rectitude, il est nécessaire d'utiliser un foret à une seule lèvre de coupe. Ce foret est autoguidé si l'on a pris soin de faire un avant trou de centrage au même diamètre. Il faut :
-
1 foret de diamètre 3,8 ou 4mm et de 500mm de longueur,
-
une série de forets de 6, 8, 10, 12, 16, et 20mm permettant de faire les perçages successifs bien concentriques.
Pour avoir la certitude du bon alignement de tous ces perçages, une solution est de réaliser deux forets étagés, un de (6mm et 8mm), un autre de (10mm, 12mm et 16mm )
 Cliquer sur l'mage pour l'agrandir Cliquer sur l'mage pour l'agrandir
|
Les alésages coniques :
La conicité ( (D-d ) : L x 100= C%) des alésoirs varie en fonction de la longueur des hautbois. Ces alésoirs peuvent être réalisés à partir de forets cylindriques de 12mm et de 24mm rectifiés et traités thermiquement. Certains facteurs ont rectifié des lames de rabot, et même des baïonnettes, l'acier de ces objets étant bien trempé. Il faut avoir deux alésoirs par longueur de pied soit : Le Hautbois de la Cabrette comporte deux alésages coniques : l'âme et le pavillon. La conicité de l'âme va de 3,8mm à 12mm, sur environ les deux tiers de la longueur du Hautbois. La conicité du pavillon va de 12mm à 24mm, sur le tiers restant.
 Cliquer sur l'mage pour l'agrandir Cliquer sur l'mage pour l'agrandir
Silence on tourne!...
Les plans sont tracés, l'atelier est installé, les outils sont réalisés et qualifiés, les matériaux ont été livrés, le travail de création peut commencer,
....... place à l'artiste et à la règle de l'Art ......
LES HAUTBOIS EVENTAIL DE LA GAMME

Cliquer sur l'mage pour l'agrandir
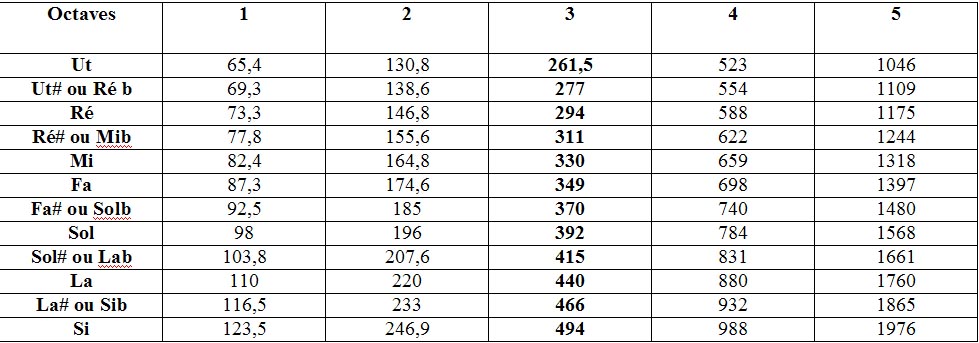
L'octave comprend 13 notes séparées par 12 demi-tons. Imaginons une série possible de 13 Pieds couvrant une octave. Les fréquences correspondant à chaque dominante varient de 262 Hz à 523 Hz dans l'octave normale du LA3 = 440Hz.
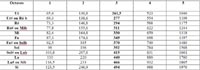
Une série que nous avons pour habitude de nommer avec des chiffres simples allant du 29 au 59. A chaque demi-ton de la gamme chromatique correspond une longueur de hautbois. Entre deux demi-tons les fréquences (Hz) sont fonction d'un facteur égal à la "racine 12ème de 2" soit de 1,05946309. Exemple entre le LA et le LA# : (440 Hz x 1,05946309 = 466,16 Hz) La différence de longueur entre deux hautbois doit varier dans les mêmes proportions, puisque la fréquence du son produit est intimement liée à la longueur du tuyau sonore. Ainsi, un pied de tonalité en DO, que nous appelons "un 39", mesurera réellement 39,2cm. (41,6cm / 1,05946309 = 39,2cm) Le fabriquant, dans ses réalisations, saura tenir compte de ces petites différences. Toutefois, chacun se souviendra qu'un pied de 39 mesure réellement 39,2cm, un 47 fait 46,7cm, ainsi de suite…..
Alors pourquoi s'en tenir à cet éventail qui va du 29 au 59 ? Tout simplement pour des raisons d'écartement des trous des notes. Il faudrait des doigts petits et minces pour jouer un pied de 24. A l'inverse, seule une personne aux doigts très longs pourrait boucher les trous bien écartés d'un pied de 62.
Les pieds de 29 et 59 représentent donc les limites raisonnables fixant les extrémités de cet éventail. Une possibilité recherchée et intéressante, puisqu'une octave sépare ces deux pieds en DO.

Photo du 29 au 59
Composition avec plusieurs matériaux (buis, ébène, coco-bolo, ABS naturel, et Acier inoxydable) Lorsque la série des 13 hautbois est représentée sur un même graphique, et que l'on prend soin de faire correspondre les espaces entre axes aux longueurs de ceux-ci, leurs extrémités sont alignées. Soit :
-
L : la Longueur du Hautbois,
-
x : la distance comprise entre le trou du pouce de la main gauche et celui du petit doigt de la main droite.
Théoriquement, le rapport x/L est une constante, elle s'applique à chaque hautbois. Le même raisonnement est valable pour chaque trou de note se trouvant dans la zone x, imaginez cette zone coupée par plusieurs sécantes, qui pour des raisons de clarté n'ont pas été portées sur le dessin. Les points de convergence des deux alésages coniques se trouvent alignés sur une même droite. Une ligne droite relie également chaque trou fixant la tonalité des hautbois. Respecter toutes les données théoriques impose :
-
Une série d'outillages de précision pour chaque longueur,
-
Une rigueur d'exécution des gabarits de perçage des hautbois,
-
Le choix du bois employé et la qualité de l'anche réalisée feront le reste.
Après réalisation, un relevé de cotes peut être révélateur de petites différences existant entre la théorie et l'exécution. De plus, il existe toujours quelques modifications minimes à apporter aux derniers réglages.
Cliquer sur l'mage pour l'agrandir
THEORIE
LE TUYAU SONORE
On appelle Tuyau Sonore un tube susceptible d'émettre un son musical lorsque l'air qu'il contient entre en vibrations. Dans certains tuyaux d'orgue (par exemple), l'air fourni par une soufflerie est chassé dans le tuyau par la partie inférieure, et vient se briser contre une lame taillée en biseau, la lèvre de l'instrument. Il entre en vibrations. Si la bouche n'est pas surmontée d'un tuyau, le son rendu par l'instrument s'élève progressivement au fur et à mesure que le courant d'air est chassé avec plus de force. Mais quand l'instrument est complété par un tuyau, il ne peut plus " parler " que pour les sons à l'égard desquels le tuyau fonctionne comme résonateur. L'expérience en laboratoire montre que l'air contenu dans le tuyau est soumis à des ondes stationnaires. L'on peut constater la formation de nœuds et de ventres qui s'explique par la nature même du mouvement vibratoire. Dans ces conditions, en un point quelconque du tuyau, le mouvement de l'air est la résultante de deux mouvements vibratoires, l'un direct, l'autre réfléchi.
La théorie démontre que :
-
les nœuds sont des tranches d'air dans lesquelles la compression ou la dilatation atteignent un maximum, mais dans lesquelles la vitesse vibratoire est constamment nulle,
-
les ventres sont des tranches d'air ou la vitesse vibratoire atteint un maximum, mais ou il n'y a jamais ni compression, ni dilatation.
Puisque, dans un ventre, il n'y a ni compression, ni dilatation, on peut sans inconvénient mettre en ce point l'air du tuyau en communication avec l'air extérieur, en ouvrant par exemple un trou dans sa paroi. Si l'on perce la paroi en un autre point et particulièrement à la place d'un nœud, l'équilibre de pression aura tendance à se rétablir entre l'intérieur et l'extérieur du tuyau. On déterminera en ce point la formation d'un Ventre, et on changera par conséquent la nature et la répartition des ondes sonores.
LOI DES TUYAUX SONORES
L'expérience montre que le son émis par un tuyau sonore est indépendant de la matière constituant ses parois, de sa forme et de sa section.
La fréquence du son émis est inversement proportionnelle à la longueur du tuyau.
La fréquence du son émis est proportionnelle à la vitesse du son dans l'air.
|
Application :
On emploie, dans les instruments de musique, différentes sortes de tuyaux sonores. Les tuyaux à la bouche, sont aussi appelés à embouchure de flûte. Dans les tuyaux à anche, l'embouchure est fermée par une lame flexible appelée anche et qui vibre pour livrer le passage à l'air. On rend le son plus agréable en surmontant l'anche d'un "cornet d'harmonie" qui joue le rôle de résonateur. L'anche double rend des sons beaucoup plus purs que ceux de l'anche battante, qui nasille un peu. Le Hautbois est un tuyau sonore percés de trous dans la paroi. Lorsque les trous sont fermés, l'instrument délivre un son d'une certaine fréquence. En débouchant les trous, l'exécutant crée un ventre à l'endroit du trou, ce qui revient à diminuer la longueur du tuyau et à augmenter la fréquence du son délivré.
Cliquer sur l'mage pour l'agrandir
La Fréquence (N) du son émis est donc :
-
proportionnelle à la vitesse (V) du son dans l'air,
-
inversement proportionnelle à la longueur (L) du tuyau sonore. Selon la formule mathématique : N = V / 2L. La vitesse de propagation du son dans l'air est de 321m/s à 0°. Elle augmente avec la température de l'air. Nous admettrons que ni le matériau constituant le tuyau, ni sa forme n'influent sur la fréquence du son. Ils interviennent principalement sur le timbre, en sélectionnant le nombre et la qualité des harmoniques. Ils constituent de toute évidence le "Cornet d'Harmonie" qui permet de rendre le son plus agréable.
Le Hautbois d'une Cabrette, émet des sons musicaux complexes. Il possède donc un timbre qui dépend de la nature et de l'intensité relative des harmoniques accompagnant le son fondamental.
-
T : Tuyau sonore
-
A : Anche double
-
x : Espace constitué par l'ensemble des trous des notes Le montage de l'anche sur le hautbois détermine la longueur totale du Tuyau sonore.
La qualité du son dépend :
-
de la forme, de l'épaisseur, des dimensions et de l'écartement des lèvres des deux lamelles de l'Anche,
-
de la qualité d'exécution du " cornet d'harmonie " et des trous des notes,
-
du matériau employé.
Cliquer sur l'mage pour l'agrandir
La justesse des notes dépend
-
du bon rapport x/T,
-
du bon positionnement de x sur T,
-
des bons espacements entre chaque trou positionnés dans x,
-
du respect de la longueur du tuyau sonore (T+A) Une bonne réalisation tiendra compte de la Théorie.
LE HAUTBOIS
Facture de prestige
Comme le violoniste qui joue un "Stradivarius", jouer sur un pied de facture renommée est un privilège. Posséder un " Amadieu ", un " Costeroste " ou un " Gasparoux ", donne de suite l'envie de le copier et de le reproduire à l'identique.
C'est une excellente idée, d'autant plus que ces célèbres facteurs de Cabrette ne sont plus là pour nous l'interdire.
La reproduction à l'identique est quasiment impossible, mais il n'est pas déraisonnable de penser que la copie peut être très peu différente du modèle, à condition de choisir le même bois.
La première difficulté consiste à relever les cotes des diamètres, des entraxes et de la conicité des perces, la deuxième, de fabriquer les outillages adéquats à la réalisation de ces perces, et enfin d'effectuer les trous des notes aux mêmes formes (souvent ovoïdes) et suivant les mêmes entraxes.
Il y aura forcément des différences entre la copie et le modèle.
Mais il n'est pas question de refaire un "Amadieu" ou un "Costeroste" !....
Après avoir admis qu'il n'est pas facile de travailler au millimètre, et encore moins aisé de recopier les perces du hautbois nous allons nous fixer une règle de conduite pour fabriquer notre série de pieds, en admettant qu'il existe une certaine théorie basée sur la physique, donc qu'il existe une certaine symétrie des cotes des différents pieds.
Les procédures de fabrication sont rédigées au regard de dessins cotés en millimètres. Les valeurs retenues dans le dossier résultent d'un compromis entre valeurs relevées et essais de qualification.
Il faut avant tout posséder des outillages de qualité pour respecter "ces millimètres" que l'on s'impose. Cet instrument mérite bien que l'on travaille de façon précise !....
Cliquer sur l'mage pour l'agrandir
L' alésage :
L'alésage du hautbois est constitué par un bi-cône. On admettra que les deux cônes se rencontrent à un diamètre de 12mm et à une cote "X" de l'extrémité du pavillon. Les conicités de l'alésage sont donc connues. Il est donc facile de déterminer les profondeurs des perçages successifs.
Le profil extérieur :
Pas de problème particulier, si ce n'est que l'épaisseur de bois restante est un compromis entre esthétique, rigidité, poids et résonance musicale. Cette épaisseur est peut être fonction du matériaux utilisé ?... Ce paramètre reste à étudier. Les hautbois de grande longueur, (au-dessus de 50cm) seront réalisés en deux parties, pour plus de facilité.
Cliquer sur l'mage pour l'agrandir
Les longueurs des perçages et des alésages coniques portés ci-dessus sont données à titre d'exemple. Elles peuvent être légèrement différentes suivant les Facteurs.
La qualité du son fourni par le hautbois tient pour beaucoup de la forme des alésages coniques.
 USINAGE DU HAUTBOIS USINAGE DU HAUTBOIS
Le barreau de bois est choisi selon sa section et son essence. Il est coupé à bonne longueur.
|
Important :
Prendre soin de réaliser toutes les bagues avant de travailler le bois. Pour un meilleur ajustage de l'assemblage de deux pièces, réaliser la partie male selon la pièce femelle. Il est important de respecter la chronologie des opérations suivantes :
-
Arrondir le barreau au diamètre maximum,
-
Effectuer la perce de part en part au diamètre minimum,
-
Reprendre l'usinage du diamètre maximum extérieur, en fonction de l'axe de perçage effectué,
-
Réaliser les perçages successifs, et les deux alésages coniques,
-
Terminer l'usinage extérieur.
 Position des bagues Position des bagues
Les outils de perce seront (dans la mesure du possible), tenus à la main pour :
-
mieux sentir la pression de coupe transmise (éviter le flambage des outils longs et minces),
-
évacuer plus souvent et plus facilement les copeaux (éviter le bourrage)
La réalisation du perçage de petit diamètre et de grande longueur se fera avec le plus grand soin, pour obtenir une bonne rectitude, et garantir la suite des perçages et alésages.
Profil du hautbois
Les diamètres portés ci-dessus sont donnés à titre d'exemple. Ils peuvent être légèrement différents suivant les Facteurs. Outre l'esthétique, les épaisseurs du bois restant peuvent influer sur la qualité du son obtenu.
<p "align="center">HAUBOIS
Référence et origines des côtes
Nous avons vu ce qu'est le "Tuyau Sonore", et l'importance de sa longueur pour une tonalité donnée. Il faudra donc porter une attention toute particulière à :
-
la longueur hors tout du Hautbois,
-
la profondeur du logement de l'anche.
Au cours de sa fabrication, la longueur précise du hautbois peut être amenée progressivement à sa bonne valeur. Le risque étant de rogner cette valeur de quelques millimètres. Si cela arrive, il sera bon de réduire d'autant la profondeur du Fond d'anche, pour retrouver la longueur imposée du Tuyau Sonore avec le positionnement d'une anche de longueur normale. A l'inverse, si le Hautbois est plus long de quelques millimètres, augmenter d'autant la profondeur du Fond d'anche. Il s'agit de conserver pour chaque tonalité, un rapport constant entre la longueur du canon d'anche, et la longueur du Hautbois. Le perçage des trous des notes se fait à l'aide d'un gabarit. Afin de pouvoir respecter la cote de référence, (Fond d'anche / Trou du pouce main gauche)

Le positionnement de ce gabarit est très important. Il se fera toujours en fonction du fond du logement de l'anche.
La figure ci-dessous montre les variations possibles de longueur, en plus et en moins, du Hautbois. On peut remarquer que la même anche convient dans les trois cas.
 Cliquer sur l'mage pour l'agrandir Cliquer sur l'mage pour l'agrandir
Le Hautbois N°1 représente la longueur standard de 39,5 cm pour un pied en tonalité de DO. Le N°2 est trop court de 5mm, et le N°3 est trop long de 5mm Dans les trois cas, il est impératif de respecter la cote de référence.
IMPORTANCE DES ESPACES
Le hautbois est alésé, bagué et sa forme extérieure est quasi définitive. Le moment est venu de percer les trous des notes.
Le Facteur de Cabrette va transformer un objet tourné en instrument de musique. C'est le moment le plus important et le plus angoissant, puisqu'une fois les trous des notes percés, il est impossible de revenir en arrière sans nuire à l'esthétique de l'objet fini. D'où l'importance de posséder un gabarit de perçage réalisé avec le plus grand soin, selon les règles théoriques. Il faut donc se souvenir :
-
La longueur du Hautbois L détermine la tonalité du Hautbois,
-
L'espace X occupé par l'ensemble des trous détermine l'octave,
Cliquer sur l'mage pour l'agrandir
-
Les intervalles entre chaque trou déterminent la justesse de chaque note,
-
La cote de référence "Fond d'anche/trou du pouce" détermine le positionnement de l'ensemble de la gamme,
-
La cote Z détermine la tonalité.
Malgré toutes les précautions prises, les perçages effectués ne sont pas tous placés aux bonnes cotes. Et par voie de conséquences, la justesse d'une ou plusieurs notes peut en être affectée. Pas d'affolement ! Une petite correction est possible…. Il est en effet possible de modifier la valeur d'une note d'un quart, voire d'un demi ton, mais pas au delà.
-
Elever sa valeur se fait en agrandissant le diamètre de son trou, ou bien en obliquant son axe de perçage vers les aigus.
-
Abaisser sa valeur ne pourra se faire qu'en bouchant une partie du trou avec de la cire.
Vous avez lu, et peut être relu ces quelques lignes, vous êtes donc intéressé par cet instrument. Vous connaissez la musique, et vous aimez travailler le bois, vous pouvez devenir un facteur de Cabrette.
Osez, investissez, persévérez, passionnez vous.
N’hésitez pas à prendre contact avec l’Association "Cabrettes Cabrettaïres". Un dossier de fabrication plus complet et plus détaillé existe, il peut vous permettre de démarrer plus sereinement. Et, qui sait ? Votre expérience et votre goût de la perfection vous conduiront à modifier certaines cotes, certains procédés inscrits dans ce Mémoire. Vous aurez remarqué au cours de vos essais et créations, que vous améliorez le timbre ou l’intensité du son musical, donc la qualité de l’instrument.
Cet instrument est joué par des artistes virtuoses.
Il mérite que les Facteurs y apportent le maximum de soin.
Vous êtes maintenant un initié, à vous de devenir le Passionné, et pourquoi pas, l’Amadieu de demain….
Dès lors que votre technique aura apporté des améliorations, vous aurez contribué à faire avancer la "science"….
Alors, n’oubliez pas d’en faire profiter les autres, en faisant enregistrer vos découvertes.

-
Par Roger Servant
Novembre 2004
|

























{kind=link}